TOPIC:
Boxford 4.5” x 17” Precision Plain Lathe 4 years 7 months ago #56387
|
TL;DR - chuck alignment "fix" made things twice as bad
Dial Test Indicator arrived (actually quite a decen bit of kit for 15 GBP, posted) so I measured the runout on the spindle - results varied from less than 0.01mm to 0.02mm, so it's not that  ") Runout on a small centre drill (theoretically the most accurately round thing I could use) was 0.42, 0.46 and 0.44 mm depending on which permutation of the three three mounting screws was used - I think I've already mentioned that I'm pretty sure it's the backplate that is at fault though, with the chuck just follwing what that is doing. Eccentricity on the backplate at the outside edge was 0.33mm, and at the lip where the chuck mounts was 0.22mm. Runout on the chukc mounting face was 0.24mm near the outer edge, and 0.11mm near the inner. I think there's enough thickness on the backplate to do things "properly" (i.e. remove the step & machine a new one), but for a quick fix I machined the outer edge down to where it was showing all fresh metal, ditto on the face of the step, and took enough off the side of the step to make it centred properly. I also took just enough off the outer face to show fresh metal all over. Exhibit D below shows work in progress, with the leftmost third showing I still need to take more off. Cuts were 1/1000" of an inch with regular repeat passes to "work out the spring". I didn't use any cutting oil as cast iron typically has enough graphite in it to be self lubricating (this bit certainly did). After all that, each surface should have been flat & square. Mounting the chuck very carefully with the DTI to get it centred "correctly", at one point I got luck & the runout on the test drill was 0.18mm, but thinking I could get better than that (I should be able to) I tried other permutations & it all went wrong - 0.75 to 0.8mm was the best I could get, even when I used a 14mm round steel rod mounted in the tail stock to centre the chuck "correctly" before screwing the chuck to the backplate. I took the chuck off & remeasured the back plate ... runout on the theoretically now flat face had increased from 0.24 to 0.30mm, eccentricity was slightly improved at 0.16mm - really both should have been close to zero. I don't know how making things flat can mave made them _less_ flat, so I'm not sure where to go from here - I guess clean the chuck (especially the scroll & jaw teeth yet again), and take a few more 1/1000"s more of the "step" off so it's definitely not restricting positioning ... the nuclear option is making the screw holes bigger to give even more room for adjustment, but I'll want some more time to think about that - especially as to why the "fix" has made things twice as bad  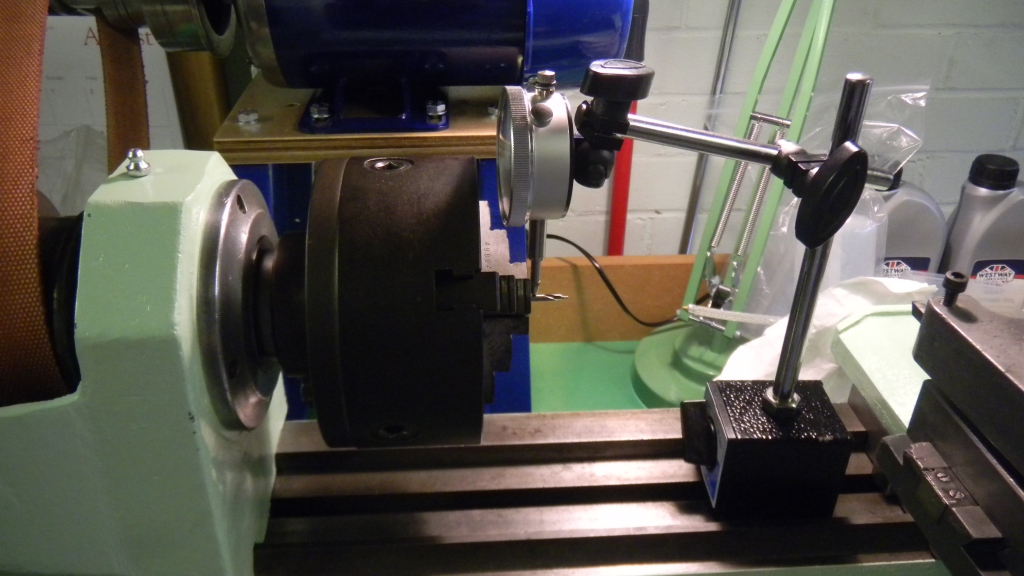

|
|
Please Log in to join the conversation. |

Boxford 4.5” x 17” Precision Plain Lathe 4 years 7 months ago #56402
|
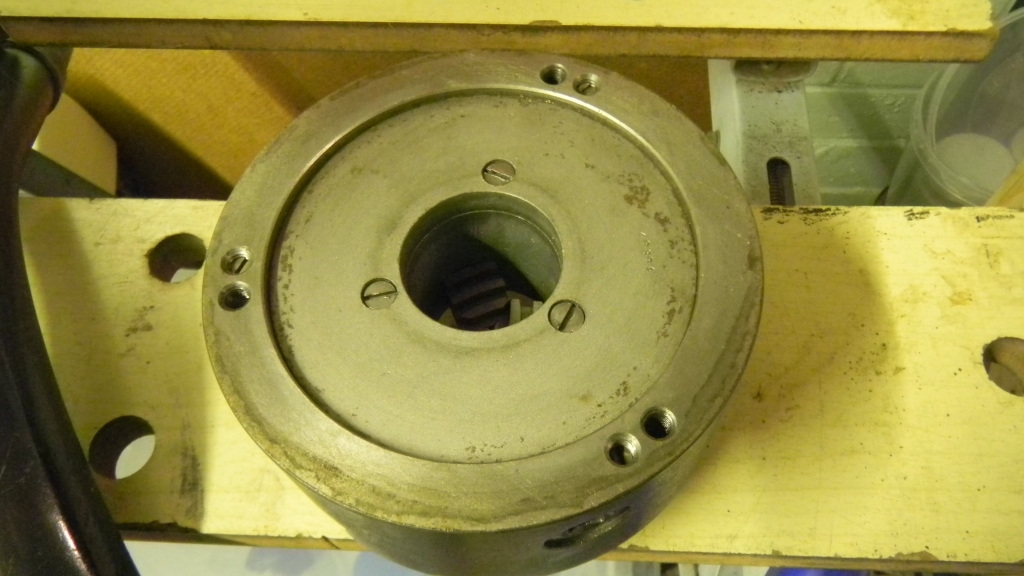
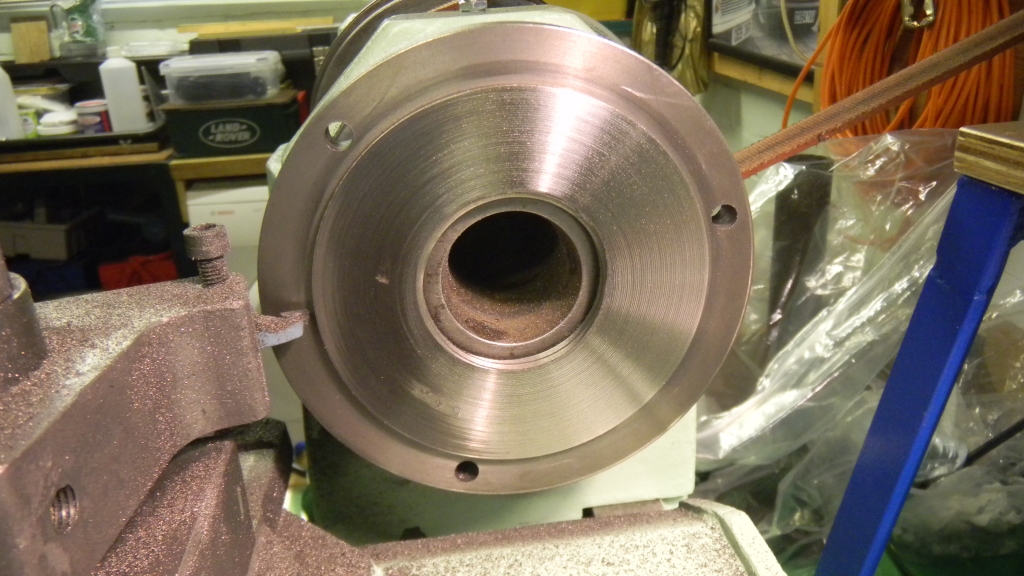
The thread at the right face of the backplate was a bit tight, I took a tiny bit off the thread so the backplate would reliably thread all the way up to the abutment face on the spindle & too another skim off the face - runout on the backing plate is now 0.01mm, around the same as the spindle itself
Runout at the business end of the chuck (with an uncut 13mm mild steel rod in the jaws) is a less impressive (but consistent) 0.30mm. I hope to improve that - one of the jaws looks to be a touch late closing, & I've ordered a proper alignment/test bar with a MT2 taper on one end and a carefully ground surface on the other. If not (i.e. it's wear on the chuck jaw teeth/scroll), people used to turn stuff between centres for accuracy & I always anticipated having to do that anyway. |
|
Please Log in to join the conversation. |
Boxford 4.5” x 17” Precision Plain Lathe 4 years 7 months ago #56456
|
Test bar arrived, with a bit of spannering the runout at the jaws is now 0.1mm, or 4 thousandths of an inch - about the same as a cheap bit of paper, or an average human hair.
I can't say that's great, or even good, but I'mm ok with it - and the chances of making things so much worse while chasing some very marginal gains is very high. 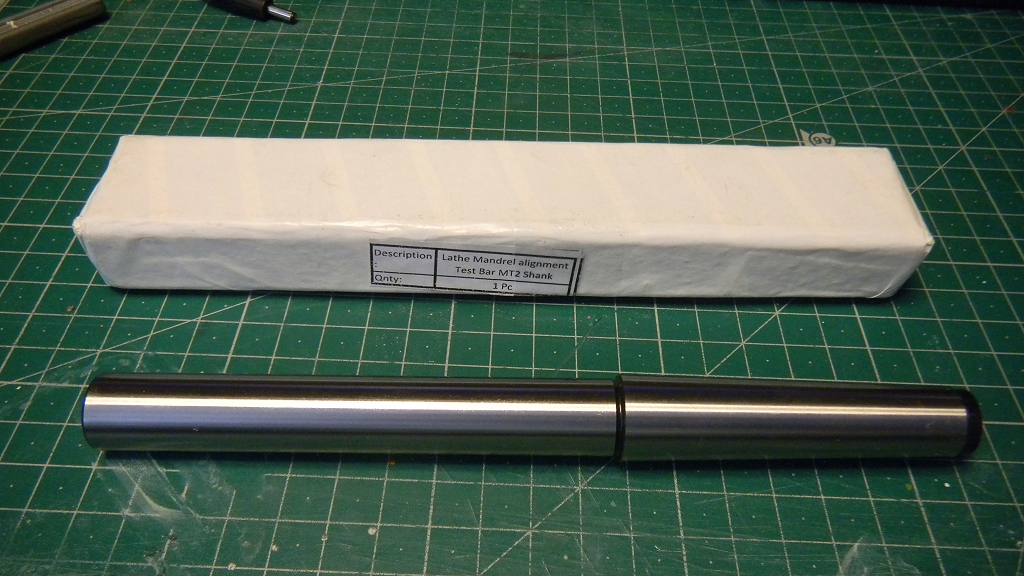
|
|
Please Log in to join the conversation. |
Boxford 4.5” x 17” Precision Plain Lathe 4 years 7 months ago #56470
|
Hi again,
I sort of got side tracked with some home reno stuff ( happy wife) but the lathe is looking really good and I could not agree more with your comments about making parts on the Unimat, it can be done but........ Some tings I have learned about 3 jaw chucks, They don't run true, ever, They are great for quickly grabbing a piece of stock and turning something and what you make will be concentric to it's self but if you want to remove the work one must be very careful about marking it to get it back in exactly the same place in the chuck or it will not run true again. Mine or any I have used have some degree of run out but it should be consistent when you tighten it up, mark it and check. Most 3 jaw chucks I have seen have the tightening screws marked, some with 1,2,3 but some just have one screw marked, a V or a dash or just a round center punch mark, I have been told this is the screw that will give the least run out when you are tightening it up, so when giving it that final tighten use that screw, check yours, it should be marked. If not find it and mark it. Also you can use that fancy new test bar to check the back of your chuck if it was really off ( have only found this problem with really cheap off shore stuff), put the bar in the head stock, give it a tap to seat it and clamp the chuck backwards on the bar. You could also take a light facing cut if you think you need to. Try changing the chuck position on the mounting plate see if it gets better and what ever is the best be sure to make marks for future reassembly. Personally I don't think your run out is that bad, if you want it perfect you need to get a 4 jaw chuck and get good at centering a work piece with your dial indicator. Speaking of that other new toy, put your test bar in the headstock and mount the indicator to the carriage then set the dial and move the carriage the length of your test bar to check that the head stock is aligned to the bed, might need a bit of shimming, my Logan did. This will stop you from turning pieces that are tapered. So there is my 2 cents again..... From somewhere out in the wilds of central Ontario.
.......you build what you like, I will build what I like........it's all cool......
The following user(s) Liked this: larbut, Jonny Retro
|
|
|
Please Log in to join the conversation.
Last edit: by oldwilly.
|
Boxford 4.5” x 17” Precision Plain Lathe 4 years 7 months ago #56480
|
Thanks for all the feedback, I appreciate it Although I did wonder what you were doing across the border & all the way into Nevada ") After making those T-nuts from steel on the Unimat, going back to to aluminium & nylon was a joy - so quiet & easy in comparison. I think it does have a place, for instance when it comes to doing the headlights for my Maz 535 from clear acrylic bar, that's a delicate, fiddling, long job that I'd far rather be sitting down for & it's so much easier/safer to lean over & see exactly what the cutting tool is doing (when it comes to the dome shape) on a tiddler. And speaking of place - I plan to make a plywood box/station for the Unimat (with drawers underneath) so it's all ready to go with the tools in one place, rather than having to get it from a pile & then dig out the relevant tool chest, a corollory of Murphy's Law dictating it's always near the bottom... I've come to the same conclusion about 3 jaw chucks - it's just taken me a while to get there. I do want to get a 4 jaw independant chuck, the problem is getting one with the correct 2", 7tpi thread - or even a back plate, part machined or even bare cast to take such a thread  I will check the tightening screws for any markings I don't think the headstock (with its "wrong" spindle) is a Morse taper at all, definitely not MT2 - more a bellmouth & quite corroded with it. I did try all the permutations of chuck/backplate position (all three of them ), I still need to mark the current/best fit |
|
Please Log in to join the conversation. |
Boxford 4.5” x 17” Precision Plain Lathe 4 years 7 months ago #56483
|
Hey there!
Ha, ha yes I see it now. I meant "reno" as in renovation, seems to be a common slang around here. That is a different spindle thread to be sure and for the taper I am wondering if your lathe was intended to be some sort of collet production lathe? c3 collets?? Perhaps that fellow at lathes.uk might have an answer for you, perhaps there is an adaptor to mt2? MY bigger lathe has an MT3 taper in the head and mt2 in the tail so I have the adaptor for that when I need it. I totally agree about turning the more delicate stuff on the unimat, yes I know the old saying' you can always turn smaller stuff on a bigger lathe" but it does feel a but awkward, the unimat is still best for that, I also like the way the carriage travels on the unimat with the hand wheel at the end. I am working on a way to add a hand wheel drive to the lead screw on my bigger lathe for doing that smaller work. I made a back plate for my mini lathe when I bought my 4 jaw chuck I just turned it from a slab of bar stock, made it to fit the spindle then mounted the adaptor to the spindle and finished the face to fit the chuck to keep it lined up. That thread size and pitch sounds a bit difficult but if you could get someone else just to cut that thread you could turn the rest after you screw it on. Perhaps you could share your existing back plate between 2 chucks? Keep up the great work It will be worth it. Cheers! From somewhere out in the wilds of central Ontario.
.......you build what you like, I will build what I like........it's all cool...... |
|
|
Please Log in to join the conversation. |
Boxford 4.5” x 17” Precision Plain Lathe 4 years 7 months ago #56611
|
It's installed in the shed now, you can't see it nut I fitted a sheet of polycarbonate over the inside of the window frame, not to double glaze it but to protect it from flying objects.
I need to fit a 5th bench foot to stop potential wobble, it's double up as a place to mount a second emergency stop button at foot height. The yellow curtains are in fact WWII Blitz blackout curtains, they've faded a bit over the years  I bought a set of indexable cutters (roughing, L & R knife, L & R facing) - it's not all I'll need but it's a good start & was quite good vlaue at 35 GBP. I never did find out what the thread was over the dividing pin mount, I driiled it out & fitted a 5/16" BSF v-coil so it matched other fittings on the lathe, made a pin (stepped 20mm, 15mm, 10.8mm, 5.5mm with a point) & a lock screw (20mm, 15mm & 7.9mm before cutting the thread on it) ... the design probably isn't the best but it works... A tooltip - I guess- I always try to buy split 1" dies where possible so I can drive the centre screw in the die holder in to open the die up a little on the first pass, then loosen it off & grip the die on the outer 2 screws for a second pass. THis gives you an easier time, a bit like using a taper tap followed by a second or plug tap on the second pass when cutting interntal threads. If you get a die without a split you can only ever grip it with the die holder, not adjust it. 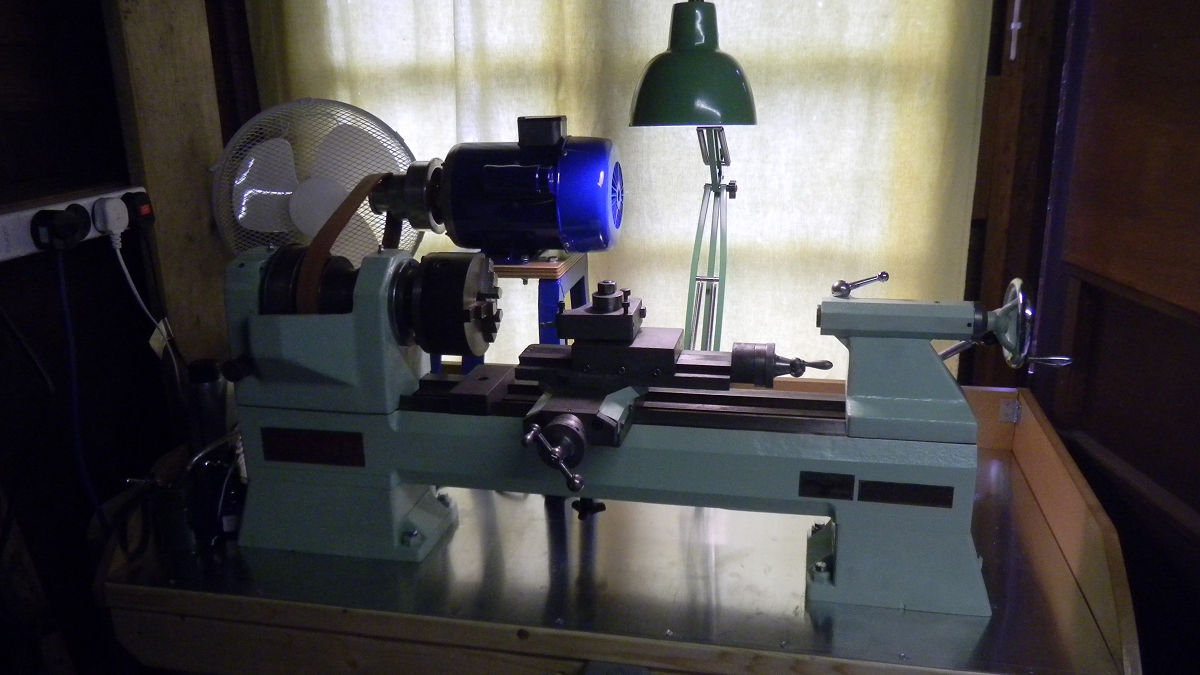


The following user(s) Liked this: stingray-63, AndyAus
|
|
Please Log in to join the conversation. |
Boxford 4.5” x 17” Precision Plain Lathe 4 years 7 months ago #56629
|
Saw this quite nice looking Precision Plain lathe on eBay (this first I've seen since getting mine, vs lots of the "enigineering"/AUD/BUD/CUD models) - complete with countershaft assembly, catch plate + 5C collets (+ DIY storage from what looks like two polypropylene chopping boards) & nose clamp (+ DIY spanners) & correct 4-lobe slide clamp nut.
|
|
Please Log in to join the conversation. |
Boxford 4.5” x 17” Precision Plain Lathe 4 years 7 months ago #56632
|
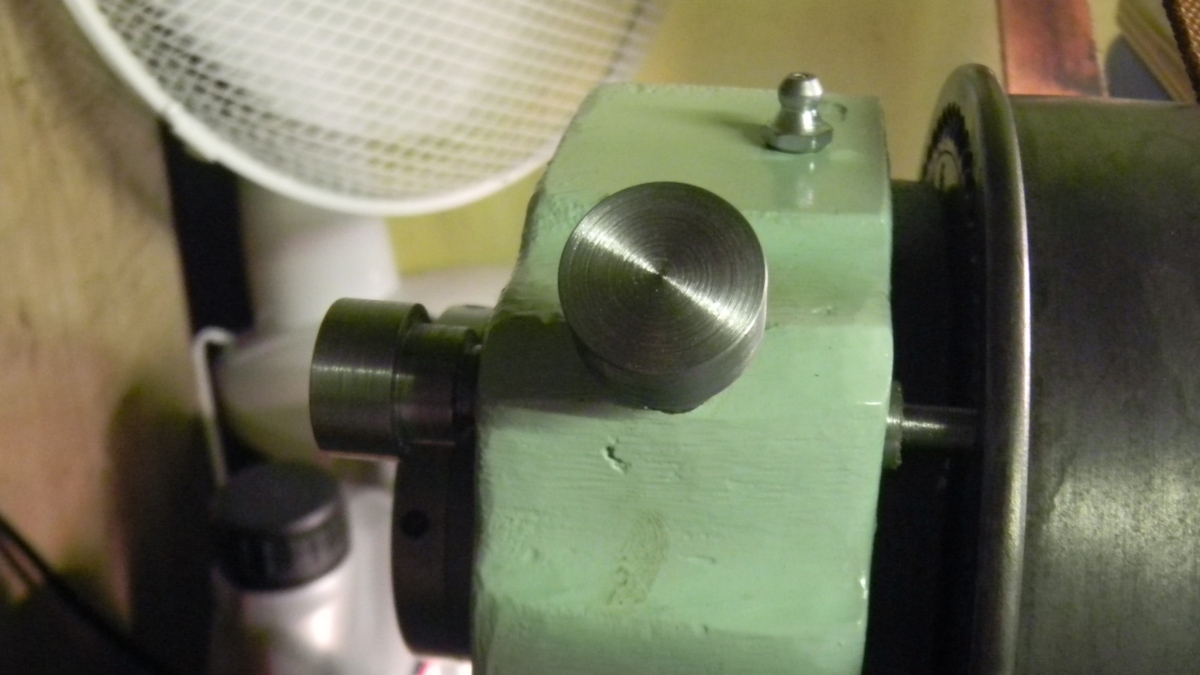
I'm still not sure what the purpose of the big spare lump of steel is, until I find out I thought I'd use it as a stop block ... process very much like the slide clamp, but with a very much smaller top "nut". I didn't know how much metal there would be left on the threaded portion, so drilled & tapped the steel stock before turning it down to the correct diameter. Answer is, not very much
It's still not finished though - the chuck key has a hole drilled through one handle end so I might as well take advantage of that & fit something to it so I can't lose it or leave it in the chuck (or do both at once ), there's also a big (though not big enough for the chop saw) space at the right rear of the bench that I though I'd fill with a machinists chest.The commercially available wooden ones are expensive (for something that isn't really what i want anyway), some aren't that well built, and just don't have the sort of capacity I'm looking for. I do need to compromise on depth (any more than 200mm front to back & I'm not going to be able to open the drawers properly), but I can make it disproportionately tall (340mm) & very wide (480mm). Apertures will be 35mm, two of 60mm, and 130mm on the bottom, split 1/3rd / 2/3rds rather than the middle. No design to show you, it's just in my head (and the dimensions in a spreadsheet). I suspect I've specified wood far heavier than it needs to be as the bill was three times what I was expecting  though that does include cutting it all up, plus parts for something to go under the Unimat, and post. Assuming I've got the measurements correct, all I have to do is open the package, assemble using glue & panel pins, fit the handles slap a couple of coats of sanding sealer (2.5L on the way) on it, choose what colour felt I want to line the drawers with. Seriously, that last one is a problem - I want it to be interesting but not ruined the first time a bit of dirt/oil gets on it. I can see why a mid to dark green is the norm. though that does include cutting it all up, plus parts for something to go under the Unimat, and post. Assuming I've got the measurements correct, all I have to do is open the package, assemble using glue & panel pins, fit the handles slap a couple of coats of sanding sealer (2.5L on the way) on it, choose what colour felt I want to line the drawers with. Seriously, that last one is a problem - I want it to be interesting but not ruined the first time a bit of dirt/oil gets on it. I can see why a mid to dark green is the norm.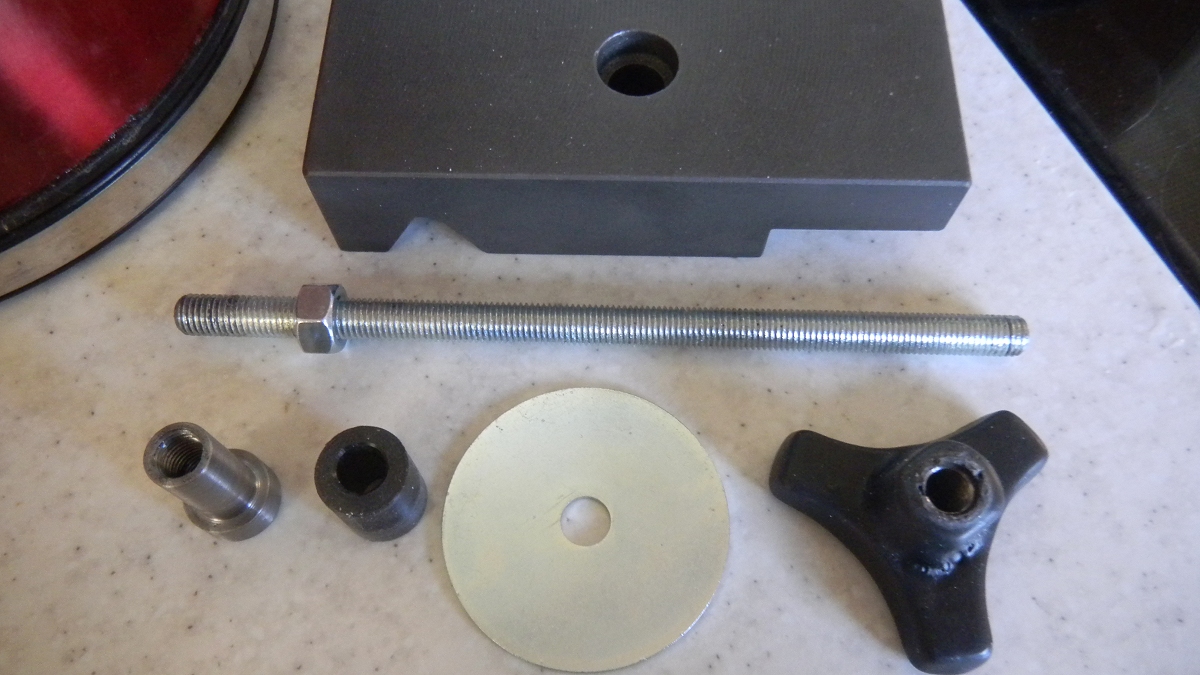

|
|
Please Log in to join the conversation. |
Boxford 4.5” x 17” Precision Plain Lathe 4 years 7 months ago #56654
|
Hey,
Good idea about the stop block and the bench set up looks great. Nice idea about protecting the window don't need to be fixing that too. I built my small lathe on top of a rolling stand with a couple of shelves to hold " the bits" , I like the look of those machinist's tool chests too but it's the same story of not holding what I want them too and fitting in the allotted space. I did repurpose an old storage chest with board inside to hold some of the lathe specific tooling so I can find it wen I need it. What ever works best for you is what is best..... I took a look at that ebay listing, nice setup and does that answer your headstock taper question?? I like the remote mount on the starting capacitor, very nice bit of bodging I would say. Can't wait to see what you Start "turning" out with this new toy!! From somewhere out in the wilds of central Ontario.
.......you build what you like, I will build what I like........it's all cool......
The following user(s) Liked this: Jonny Retro
|
|
|
Please Log in to join the conversation. |
Time to create page: 0.231 seconds